-
с ручным управлением (маховик) 30с41нж, 30нж41нж

-
с ручным управлением (редуктор) 30с541нж

-
с электроприводом 30с941нж, 30нж941нж

Уважаемые партнеры, мы искренне ценим Ваше время, но цены на продукцию могут меняться в связи с рыночной ситуацией, поэтому просим Вас связываться с нашим менеджером для уточнения информации.
не китай
Для наших клиентов мы предоставляем самую качественную продукцию производства Украина, Россия. Она имеет самый большой запас прочности, ее можно ремонтировать, она сделана из высококачественной стали, в то время как аналог Китайского производства из стали бедной углеродом из-за чего сокращается срок службы в несколько раз и вес к примеру: задвижка 100х16 Украинского или Российского производства весит 53кг, а аналог Китайского производства 27кг.
|
ОТЛИЧИТЕЛЬНЫЕ ХАРАКТЕРИСТИКИ (ПРЕИМУЩЕСТВА) ЗАДВИЖЕК ИЗ ЛИТОЙ СТАЛИ. Конструктивно, базовые детали трубопроводной арматуры имеют довольно сложную конфигурацию, и поэтому наиболее целесообразно их изготавливать путем отливки. Это корпуса, крышки, диски, клинья, тарелки, стойки. Литые детали составляют от 80 до 90% от общего веса запорной арматуры. Детали запорной арматуры, изготовленные методом литья, имеют свои особенности и преимущества перед деталями, изготовленными другими способами, например, порошковой металлургией. Рассмотрим эти особенности:
Основным фактором при изготовлении литых деталей являются литейные технологичные требования. Из-за сложности литья тонкостенных отливок, размеры толщины стенок чугунной и стальной запорной арматуры часто увеличивают против расчетных значений на прочность. Соответственно стенки таких деталей приобретают завышенный запас прочности и коррозионной долговечности. В табл. 1 приведены ориентировочные толщины стенок литых задвижек и вентилей из стали и чугуна, разработанные конструкторами ЦКБА. Эта табл. применима только для арматуры с цилиндрическими, шаровыми и эллиптическими корпусами и крышками. Для арматуры с плоскими стенками корпусов и крышек таблица не применима! 2. Корпусы литой арматуры делают с цилиндрическими, шаровыми или эллиптическими стенками и лишь в задвижках на низкое давление редко с плоскими крышками.Это обусловлено следующими обстоятельствами. В процессе остывания отливки и переходе из жидкого состояния в твердое, металл сокращается в объеме, происходит, так называемая усадка металла. При этом в местах крутых переходов отливки возникает наибольшая концентрация напряжений, которые могут привести к появлению трещин. Также замечено, что и в процессе эксплуатации запорной арматуры, трещины возникают именно в местах радиусных переходов: частях корпуса, примыкающих к крышечному фланцу и в местах переходов овального корпуса во входной-выходной патрубок. Поэтому при конструировании и изготовлении литых корпусов запорной арматуры стараются избегать резких изменений толщины и крутых радиусных переходов. Таблица 1. |
||
 |
||
|
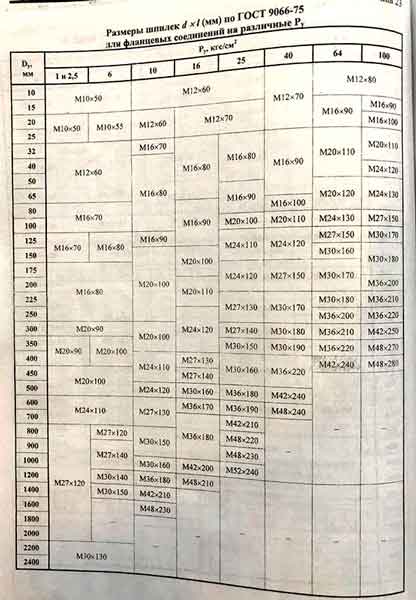
В случае необходимости постаки задвижек в комплекте с ответными фланцами и креплением, мы поместили таблицу, в которой представлена информация для самостоятельного расчета комплекта шпильки-гайки .
|
||
 |
||